
- HOME >
- 専門家による技術解説 >
- 誘導加熱とは何か -電磁誘導による加熱原理と特徴-
誘導加熱とは何か -電磁誘導による加熱原理と特徴-
2026.03.08
誘導加熱とは何か -電磁誘導による加熱原理と特徴-
1. 誘導加熱とは
誘導加熱(Induction Heating:IH)は、コイルに流す交流電流によって生じる変化磁束を利用し、導体内部に誘導電流を発生させて非接触で加熱する技術である。最大の特長は、外部から熱を伝えるのではなく、被加熱物内部に直接発熱を生じさせる点にある。この特性により、高速・高効率・局所加熱が可能となり、製造業の熱プロセスにおいて重要な役割を果たしている。
近年は、脱炭素化や電化の流れの中で、従来の化石燃料加熱に代わる電気加熱技術としても注目されている。一方で、加熱特性は周波数の選定やコイル設計に大きく依存するため、高度な電磁気学的検討が不可欠であり、単純な置き換え技術ではない。
誘導加熱の適用を可能にし、用途拡大を支えてきた要素技術は、高周波電源を実現するパワーエレクトロニクスやその制御技術、そして加熱コイルをはじめとする磁気部品が挙げられる。また、設計・開発には磁界解析や熱解析などのシミュレーションが活用されており、電磁気学および電気回路の知識がその基盤となっている。誘導加熱は、材料特性・電磁界設計・電力変換技術が統合された総合的な加熱技術である。
本稿では、誘導加熱の原理を電磁気学の基礎から解説し、周波数と加熱特性の関係、設計上の留意点、さらに現在進められている研究開発動向までを体系的に紹介する。
2. 電磁誘導による加熱原理
銅線を巻いたコイルに交流電源を接続して通電すると、時間的に変化する磁束が発生する。磁束の中に被加熱物を入れると、ファラデーの電磁誘導の法則により誘導起電力が生じ、内部に電流が流れる。この電流は渦状に流れるため渦電流と呼ばれ、渦電流は磁束の変化を打ち消す向きに流れる(レンツの法則)。
被加熱物に流れた渦電流は電気抵抗によってジュール熱を発生し、この発熱(渦電流損失)によって加熱が行われる。以上が誘導加熱の基本原理である(図1)。
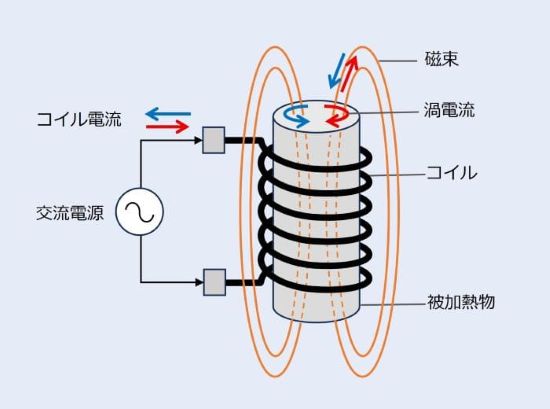
図1. 誘導加熱の原理
誘導加熱では、磁束を時間的に変化させる必要があるため、交流電源が用いられる。交流電源は周波数を変えることができるため、コイル電流および磁束の周波数も調整可能である。一般に、周波数が高いほど誘導起電力は大きくなり、より大きな渦電流を発生させることができる。また、高周波では表皮効果により電流が導体表面に集中するため、局所加熱が可能となる。
被加熱物が鉄などの磁性体の場合には、渦電流損失に加えてヒステリシス損失も加熱に寄与する。磁界が周期的に変化すると、磁性体内部の磁区が反転を繰り返し、その過程で生じるエネルギー損失(ヒステリシス損失)が熱として現れる。
一般に、低周波域ではヒステリシス損失の寄与が大きく、高周波域では渦電流損失が支配的となる。なお、磁性体がキュリー温度以上になると磁性が失われるため、ヒステリシス損失は発生せず、渦電流損失のみが加熱に寄与する。
3. 周波数と加熱特性の関係
導体に交流電流を流すと、電流は中心部ではなく表面付近に集中して流れる。これを表皮効果とよび、周波数が高いほどこの傾向は顕著となる。なお、直流では電流分布は均一となり、表皮効果は生じない。
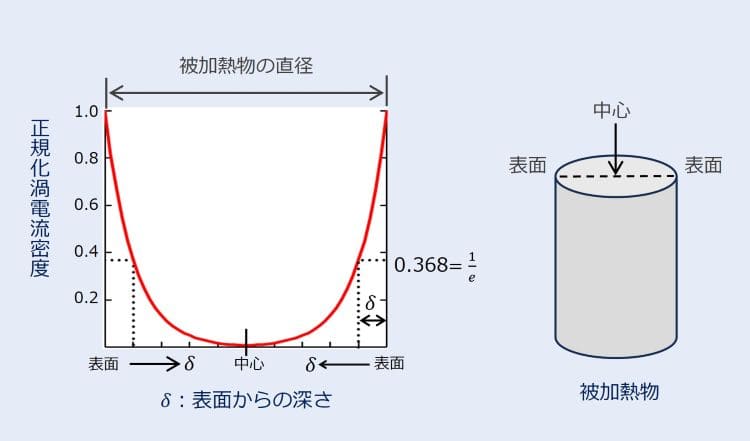
図2. 円柱(被加熱物)を誘導加熱した場合の表皮効果
円柱状の被加熱物を誘導加熱した場合の表皮効果を図2に示す。 誘導加熱においても交流通電時と同様の電流分布が生じる。表面からどの程度の深さまで電流が流れるかを示す浸透深さ δ(m)は、式(1)で表される。
ここで、ρは抵抗率(Ωm),fは周波数(Hz),μ_rは比透磁率,μ_0は真空の透磁率である。浸透深さδは、表面電流密度が1/e(約0.368)に低下する深さを意味する。
式(1)より、周波数fが高くなるほど浸透深さδは小さくなり、電流は表面付近に集中する。逆に周波数が低い場合はδが大きくなり、中心部まで電流が流れやすくなる。
したがって、誘導加熱における電源周波数は、被加熱物のどの領域を、どの程度の速度で加熱するかを決める重要な設計要素であり、材質・寸法・必要な加熱深さに応じて選定することが基本指針となる。
実際の設計では、浸透深さが被加熱物の肉厚と同程度、あるいはやや小さくなる周波数を目安とすることで、効率的な加熱が得られる場合が多い。ただし、抵抗率や比透磁率は温度に依存するため、加熱に伴って浸透深さも変化する点に注意が必要である。一般に金属では温度上昇により抵抗率は増加し、磁性体では比透磁率が低下するため、浸透深さは大きくなる傾向がある。
周波数を高く設定することで表面加熱が可能となる一方、過度に高い周波数を用いると表面のみが急激に加熱され、内部との温度差が大きくなる場合がある。このような状態では、材料内部に熱応力が発生し、割れや変形、焼入れ不良などの品質問題を引き起こすリスクが高まる。また、表面温度の過上昇により、酸化や溶融、表面粗化が生じることもある。したがって、誘導加熱では単に高周波を選ぶのではなく、目的とする加熱深さと温度分布を満たす範囲で適切な周波数を選定することが重要である。
以上のように、周波数は加熱効率のみならず、品質や装置の安定運転にも影響する重要な設計パラメータである。
4. 他の加熱方式との違い
誘導加熱は、電気エネルギーを利用する加熱方式の一つであり、いわゆるエレクトロヒート(電気加熱)に分類される。加熱方式全体をみると、エレクトロヒートのほかに、ガス・石油・石炭などの化石燃料を直接燃焼させて熱を得る方式やボイラー蒸気を熱源として利用する方式がある。
エレクトロヒートには、発熱原理の違いによりいくつか方式がありその代表例を図3に示す。
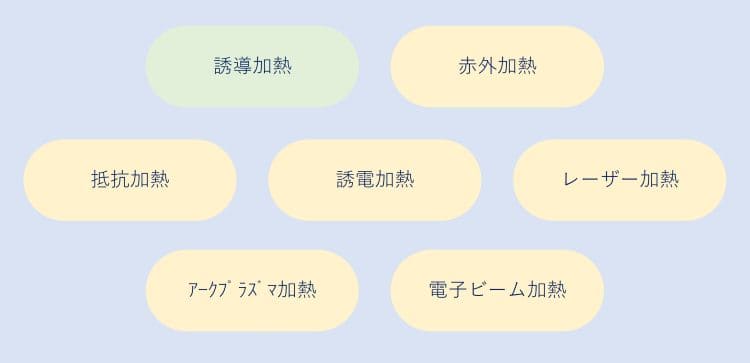
図3. エレクロトヒートの種類
以下では、その中でも誘導加熱と他の電気加熱方式の違いを理解するうえで重要な以下の二点について述べる。 第一に、誘導加熱は導電性材料を対象とする加熱方式であるのに対し、誘電加熱は誘電体(絶縁体)を対象とする加熱方式であり、両者はエネルギー付与の原理が異なる。
第二に、抵抗加熱と誘導加熱はいずれも被加熱物に電流を流して発熱させる方式であるが、通電方法が異なる。抵抗加熱は被加熱物に電圧を直接印加して通電するのに対し、誘導加熱はコイルにより発生させた時間変化磁束によって誘導起電力を生じさせ、非接触で電流を流す方式である。
表1に誘導加熱、他の電気加熱、ガス加熱の比較を示す。
誘導加熱は、非接触で高速かつ局所的な加熱が可能である点などに特徴があり、他方式と比較して多くの利点を有する。一方で、高周波大電流を用いるため、電磁ノイズ対策や安全対策が必要となる場合がある。
このように、誘導加熱は従来の燃焼加熱方式や他の電気加熱方式とは異なる特性を持つ加熱技術であり、既存工程の高度化や新規プロセスへの適用を検討する価値のある方式といえる。
表1. ガス加熱,電気加熱(誘導加熱以外),誘導加熱の比較
| 比較項目 | ガス加熱 | 電気加熱 (誘導加熱以外) | 誘導加熱 |
|---|---|---|---|
| 加熱速度 | 中速 広域は速い 追い込みは工夫要 | 低速~中速 昇温は遅め | 高速 立上げ速い 高出力密度,直接加熱 |
| エネルギー効率 | 条件依存 放熱,廃棄で変動 | 中 保温ロスが出やすい | 高 高電力変換効率 熱損失最小化が可能 |
| 温度制御・再現性 | 低~中 炎・環境の影響 | 中~高 炉内制御は得意 | 中~高 局所加熱ができる シーケンス制御+計測で強化 |
| 作業環境・安全性 | 排気・火気管理要 | 熱環境は厳しめ 火気リスクは少 | クリーン 火気リスク低 高周波注意 |
| 得意な用途 | 大物加熱 粗加熱 現場加熱 | 均一加熱 バッチ熱処理 | 局所加熱 短サイクル加熱 ライン化 |
5. 誘導加熱の主な用途
誘導加熱の用途は、家庭、工業、医療の各分野に大別される。家庭分野では、IHクッキングヒーターやIH炊飯器などの家電製品に広く採用されている。工業分野では、金属の溶解、鍛造、焼入れ、ろう付け、溶接、焼き嵌め、材料の硬化など、各種の熱加工処理に利用されている。医療分野においても、医療器具の滅菌や焼鈍などの製造工程に加え、ハイパーサーミア(高周波温熱治療)によるがん治療の加温などに応用されている。
表2. 誘導加熱の工業用途
| 用途分類 | 熱処理の内容,目的,装置名・工程名 |
|---|---|
| 金属の溶解 | 鋳造用溶解炉,真空溶解炉(高純度金属製造用) 浮揚溶解炉(高純度・高融点金属対応,電磁力利用で浮揚) |
| 熱加工 | 金属部品の鍛造・圧造・成形の前処理、全体加熱・部分加熱 (鍛造用ビレットヒータ,再加工用エッジヒータ,パイプの曲げ加工) |
| 熱処理 | 金属部品の主に表面の必要箇所のみ急速加熱・冷却 部品の機械的性質(強度・耐摩耗性など)を向上させる処理 (部品の高周波焼入れ・焼戻し、連続線材・管材熱処理) |
| 溶接・接合 | 圧接接合,ろう付けしたい端部のみを均質に急速加熱 (鋼管製造時の高周波電縫管溶接,金属部品のろう付け装置) |
| その他 | 半導体製造分野:溶融シリコン単結晶引上げ,気相成長 食品加工分野:電磁調理器、電磁フライヤー 塗装乾燥,接着用加熱,高周波プラズマ発生,コロナ放電装置,オゾン発生装置 |
主な工業用途を表2に示す。工業分野では、誘導加熱の適用により、原価低減、品質向上、安定供給、作業環境の改善、省エネルギー化などの効果が期待できる。一方で、初期投資が比較的高いこと、コイル設計が性能を左右する重要技術であること、導入時には試運転や条件最適化に専門的な知見を要すること、電磁ノイズ対策が必要となる場合があることなどの課題もある。
したがって、誘導加熱の導入にあたっては、その特長と制約の双方を踏まえ、用途や生産条件に応じて総合的に検討することが重要である。
6. 誘導加熱技術の進化と将来展望
誘導加熱技術は、単なる加熱手段から、精密なエネルギー制御プロセスへと進化しつつある。現在の研究開発は、大きく三つの方向に整理できる。
(1) 脱炭素化と高効率プロセスへの貢献
製造業における脱炭素化・電化の流れを背景に、誘導加熱は燃焼加熱の代替技術としての役割を強めている。特に、高温プロセス炉や鉄鋼分野では、電化によるCO₂排出削減を目的とした実証研究が進められている。
具体的には、誘導加熱と抵抗加熱を組み合わせたハイブリッド炉の開発や、トランスバース型誘導加熱炉の検討など、高効率かつ均一加熱を実現する炉構造の研究が進展している。また、高温域での熱分布制御や真空技術との統合により、省エネルギー化と炭素排出削減を同時に達成する試みも行われている。
誘導加熱は、産業プロセスの電化を支える中核技術の一つとして位置づけられつつある。
(2) 精密制御技術の高度化
誘導加熱の競争力は「どれだけ正確に熱を制御できるか」によって決まる。近年は、IoTやAIを活用したリアルタイム制御やフィードバック制御の高度化が進んでいる。
温度分布の推定技術や電源制御アルゴリズムの高度化により、品質安定化やサイクルタイム短縮が実現しつつある。また、シミュレーション技術も進化しており、複雑形状や多層材料に対する電磁場・熱の連成解析が可能となっている。
これにより、経験則に依存していた設計・試運転プロセスは、より科学的・予測型へと移行しつつある。
(3) 応用領域の拡大とシステム統合
誘導加熱は従来の金属熱加工にとどまらず、新材料加工や新規産業分野への展開が進んでいる。半導体原料の加熱や結晶育成プロセスへの応用、小型・ポータブル装置の開発など、用途は多様化している。
一方で、導入コストや安全規格、EMC(電磁両立性)対策など、システム全体としての最適化も重要な課題である。今後は、装置単体の性能だけでなく、設備全体の統合設計やトータルコストの低減が競争力の鍵となる。
誘導加熱は、電磁誘導を利用して被加熱物内部に直接発熱を生じさせる電磁エネルギー変換技術である。その特性により、高速・高効率・局所加熱といった利点を有し、産業分野における重要な熱プロセス技術として発展してきた。
今後、製造業の脱炭素化と電化が加速する中で、熱プロセスの電動化は不可避の流れとなる。誘導加熱はその中核を担う技術の一つとして、単なる加熱手段から、精密なエネルギー制御を実現する高度なプロセス技術へと進化していくと考えられる。また、制御技術の高度化やシミュレーション技術との融合により、経験依存型の加熱設計から、理論とデータに基づく最適設計への移行が進むであろう。
誘導加熱は、材料・電磁界・電力変換技術が統合された総合工学分野として、その重要性を一層高めていくと期待される。本稿が、誘導加熱技術の体系的理解と、今後の適切な活用・発展に向けた一助となれば幸いである。
株式会社英知継承では、誘導加熱技術に関する技術支援(技術コンサルティング)を行っております。誘導加熱を用いた装置設計やプロセス検討などの技術課題について、お気軽にご相談ください。



