
- HOME >
- 専門家による技術解説 >
- 多層・積層フィルム(多層膜)の製造技術
多層・積層フィルム(多層膜)の製造技術
2025.11.19
多層・積層フィルム(多層膜)の製造技術
1. 多層フィルムの概要
1-1. 多層膜とその製法について
多層フィルム(多層膜)とは、異なる性質を持つ複数の樹脂層を積層することで、各層の機能が相乗的に働き、高付加価値を持つフィルムである。多層フィルム(多層膜)の製造方法として、以下の3つがある。
1) 多層フィルム製膜法
溶融状態の異なる樹脂を同時に積層しながら、フィルムとして成形する方法
2) ラミネート積層法
異なる樹脂で構成された複数のフィルムを圧着し、1枚のフィルムにする方法
3) 多層コーティング法
基材となるフィルムに対して逐次または同時に複数の膜を塗布(コーティング)する方法
これらの製法により、ヒートシール性、柔軟性、耐熱性、耐寒性、バリア性、光学特性など、顧客の要求に応じた多様な機能を付与することが可能となる。多層膜は、食品包装(パン、菓子、スナックなど)や医薬品包装、さらには産業材料やエネルギー材料など、幅広い分野で使用されている。なお、ここでは、ロールtoロール(Roll-to-Roll)方式によって、連続的に多層フィルムを製造する方法を中心に取り扱う。
1-2. ロールtoロール(RtoR)による多層膜製品例
以下に、ロールtoロール方式で製造される代表的な多層膜製品の例を示す。
1) 包装材料/ガスバリア性フィルム(多層製膜・ラミネート)
図1(A)は、中間層にナイロンを使用することで、高強度、耐引裂性、耐ピンホール性を持ち、揮発成分を含む内容物の包装に適している 。図1(B)は、中間層にEVOH(エチレン・ビニルアルコール)を使用することで、酸素や香気に対する高いガスバリア性を発揮し、内容物の香りを保持し、外部からの臭気を遮断する食品包装に適している。
2) 多機能フィルム(多層製膜・ラミネート)
図1(C)は、PVDF(ポリフッ化ビニリデン)の耐候性・耐薬品性・防汚性と、アクリル樹脂の接着性を兼ね備え、建材、車両材料、電子材料などの用途に適している。
3) 光学材料/反射防止(AR)フィルム(多層コーティング)
図1(D)は、異なる屈折率を持つ膜材料を積層することで、反射光を打ち消す干渉効果を利用し、反射を抑制するフィルムで、ディスプレイや光学機器などに使用される。
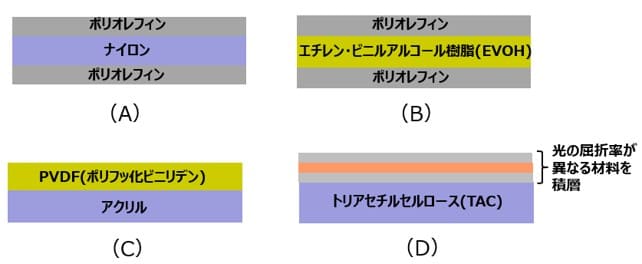
図1. 多層フィルムの例
2. 多層成形による多層フィルム製造
2-1. フィルム製膜の基礎
ここでは、熱可塑性樹脂を用いた「溶融製膜法」について説明する。この方法は、樹脂を加熱して溶融状態にし、フィルムとして成形する一般的な技術である。図2に示すように、押出機のシリンダー内で樹脂を加熱し、スクリューによって加圧された溶融樹脂を、図3のダイ(押出金型)の吐出口から押し出すことで、フィルムを形成する。押し出された溶融樹脂は、図4に示すように、冷却されたドラムによって急速に冷却・固化される。この工程は「キャスティング」と呼ばれる。
また、図3に示すダイの構造には、ヒートボルトによる開度調整機構が備えられている。これは、成形されたフィルムの厚みを測定し、その結果をフィードバックしてヒートボルトを膨張・収縮させることで、可動リップの開度を調整し、幅方向に均一な厚みを実現するものである。さらに、樹脂材料によっては、この後、延伸することで、厚みを薄くしたり、特性を向上させる工程が加わることもある。
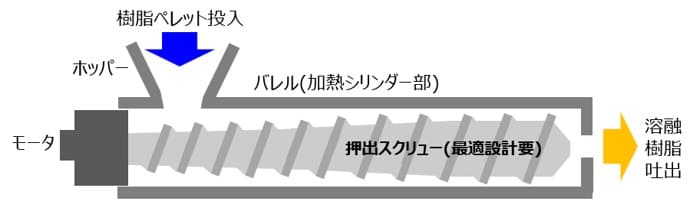
図2. 押出機の例
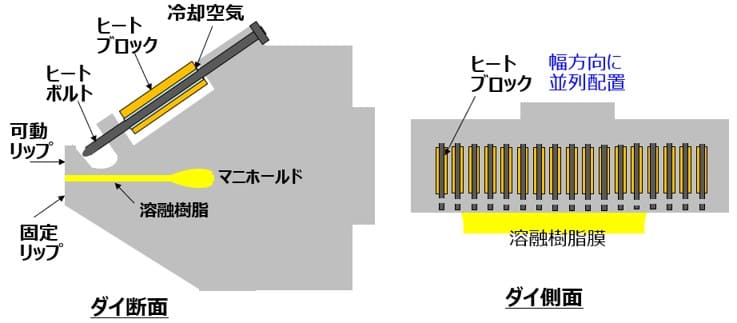
図3. ダイ構造の例
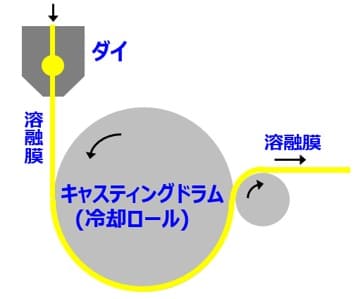
図4. 溶融樹脂の冷却固化(キャスティング)の例
2-2. 多層押出し技術とその課題
多層フィルムの製膜に用いられる押出設備には、図5に示すように、以下の2つの方式がある。
図5左のマルチマニホールド方式は、複数の溶融樹脂をそれぞれのマニホールドで拡げた後に合流させ、シート状に成形する方式である。各層の厚みを均一にしやすいという利点がある。
一方、図5右のフィードブロック方式は、複数の溶融樹脂を合流させた後に拡げてシート状に成形する方式であり、設備がコンパクトで、多層化にも柔軟に対応できる点が優れている。
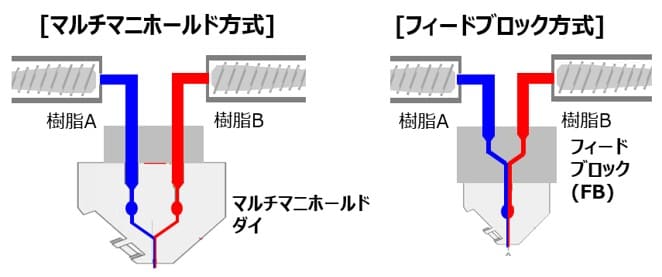
図5. 多層フィルム製膜用ダイの例
しかし、いずれの方式においても、各層の樹脂粘度が異なる場合、合流部で圧力差が生じ、均一な膜厚の形成が困難になる。例えば、図6に示すように「樹脂Aの粘度 > 樹脂Bの粘度」である場合、粘度の低い樹脂Bが高粘度の樹脂Aを包み込む「エンカプセレーション現象」が発生しやすくなる。このような問題を防ぐためには、温度条件の最適化やダイ構造の工夫によって、合流部での圧力差をできるだけ小さくする必要がある。
また、多層フィルム製膜には、図7に示すようなさまざまなバリエーションが存在する。
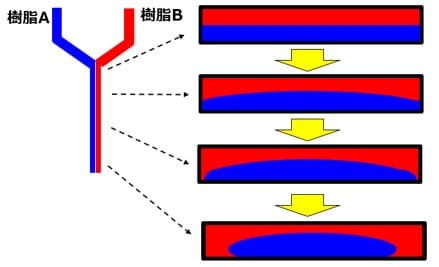
図6. エンカプセレーション現象の例
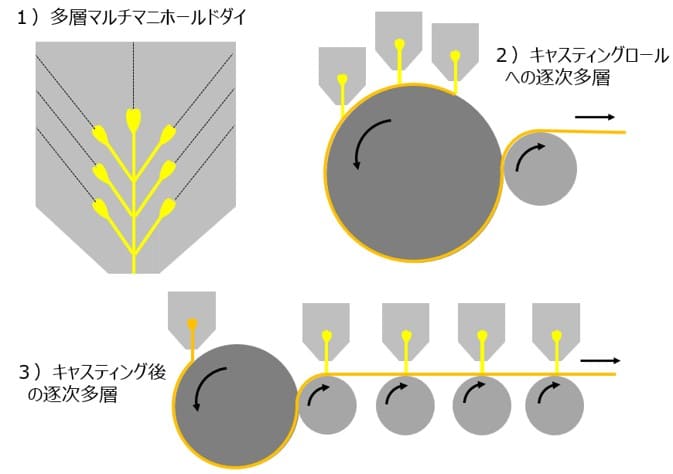
図7. 多層フィルム製膜の他バリエーションの例
2-3. 超多層フィルム
近年では、500~1000層に及ぶ「超多層フィルム」の製造技術も開発されている。これは、2種類の樹脂を用いて、フィードブロック(FB)を活用しながら、以下の手順で積層していくものである(図8参照)。
(1) 2台の押出機と通常のFBで2層を形成(パイプ内)
(2) これを(横に)分岐させて、2層を3ライン形成
(3) 2層3ラインをFBで合流させて6層を形成
(4) これを繰り返して、3倍々に層を増やす
このような積層技術により、金属光沢性、電磁波透過性、遮熱性、光の波長選択性など、樹脂の組み合わせによって多様な機能を持つフィルムの製造が可能となる。
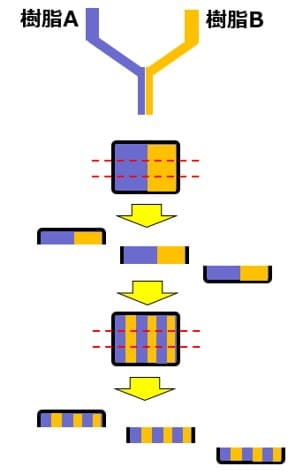
図8. 超多層フィルム成形方法
3. ラミネートによる多層フィルム製造
3-1. ラミネート方法と種類
ラミネートとは、ある基材に同種または異種の基材を接着(積層)することで、新たな機能を付与する加工方法である。主なラミネート方式は以下の通りである。
1)熱ラミネート
複数の基材を加熱ロールで圧着する方法(接着剤を使用せずに圧着するケースが多い)
2)ドライラミネート
基材Aに接着剤を塗布・乾燥させた後、基材Bと熱圧着する方法
3)ウェットラミネート
基材Aに接着剤を塗布し、乾燥前に基材Bと圧着する方法(フィルムが多孔質の必要あり)
4)ホットメルトラミネート
基材Aに溶融樹脂(接着層)を塗布し、基材Bと積層した後に冷却・固化させる方法
5)押出しラミネート
基材Aに溶融樹脂Bを直接押出して付着させ、冷却ロールで固化させて積層する方法
これらの方式と多層製膜との比較は表1に示す。ここでは、特によく使用される「熱ラミネート」「ドライラミネート」「押出しラミネート」の3方式について説明する。
表1. ラミネートと多層製膜との比較
| ラミネート(積層) | 多層製膜(押出) | |
|---|---|---|
| 長所 | ・材料の自由度が大きい (異種樹脂や金属箔との積層も可能) ・ラミネート設備は安価でシンプル ・膜厚調整の懸念なし ・印刷加工が容易(内部印刷も可) | ・1ラインの工程で製造可能 (ラミネート工程が不要) ・極めて薄い厚みで多層化が可能 ・残留溶剤の懸念なし ・100層以上の超多層も可能 ・袋状の成形が可能(インフレーション) |
| 短所 | ・工程が多い(塗布乾燥工程など) ・薄いフィルムはハンドリング困難 ・残留溶剤の懸念(接着剤塗布する場合) ・袋状の成形は困難 | ・設備コストがかかる ・熱量やエネルギーが必要 ・材料の自由度が限られる ・膜厚調整に技術必要 ・設備のメンテナンスが厄介 |
3-2. 熱ラミネート
熱ラミネートの工程は図9に示す通り、以下の構成要素からなる。
・調整ガイドロール・・・基材の入射角度を調整
・加熱ロール・・・基材を加熱する
・ラミネートロール・・・耐熱ゴム製で圧着を行う
・バックアップロール・・・ラミネートロールの線圧バランスや撓み防止
・冷却ロール・・・加熱された基材を冷却
また、この方式の特徴は以下の通りである。
・接着剤(溶剤)を使用しないため、塗布・乾燥設備が不要で設備構成がシンプル。
・生産開始・終了時のロスが少なく、少量多品種生産に適している。
・熱のみで接着するため基材の種類や特性を考慮する必要があり、高速化には制約がある。
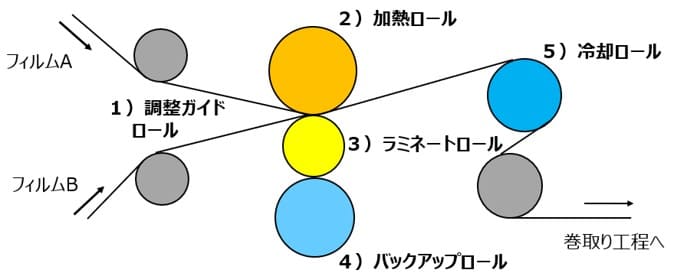
図9. 熱ラミネートプロセスの例
3-3. ドライラミネート
ドライラミネートの工程は図10に示す通りであり、以下の特徴がある。
・多種の材料に対応可能で、接着剤の選択肢も広く、強度設定の自由度が高い。
・生産性、加工適性、寸法安定性に優れている。
・溶剤を使用するため、設備管理や安全対策が必要であり、残留溶剤の除去も課題となる。
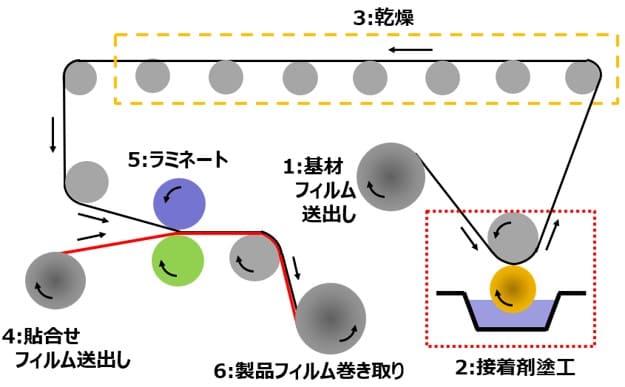
図10. ドライラミネートプロセスの例
3-4. 押出しラミネート
押出しラミネートの工程は図11に示す通りであり、以下の特徴がある。
・フィルムや紙などの基材は、密着性を高めるためにコロナ処理などの表面処理が施されることが多い。
・溶融膜は冷却ロールで完全に固化される必要があり、冷却構造が重要なポイントとなる。
・数百m/minの高速ラミネートが可能であるが、冷却ロールと溶融膜の間に気泡が巻き込まれやすいという課題がある。
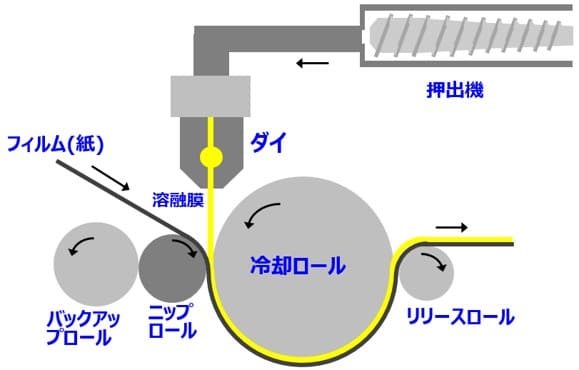
図11. 押出しラミネートプロセスの例
4. 多層コーティングによる多層フィルム製造
4-1. 同時多層コーティングと逐次多層コーティング
図12に示すように、同時多層コーティングは1回の塗布・乾燥で複数層を形成できるが、逐次多層コーティングは、層数分の塗布・乾燥工程が必要となる。ただし、逐次方式でも、1層目の塗布直後に2層目を塗布する「ウェット・オン・ウェット(wet on wet)」方式が可能である(図13参照)。両方式の比較は表2に示す通りであり、塗布液の特性や製造条件、品質要求に応じて最適な方式を選定する必要がある。
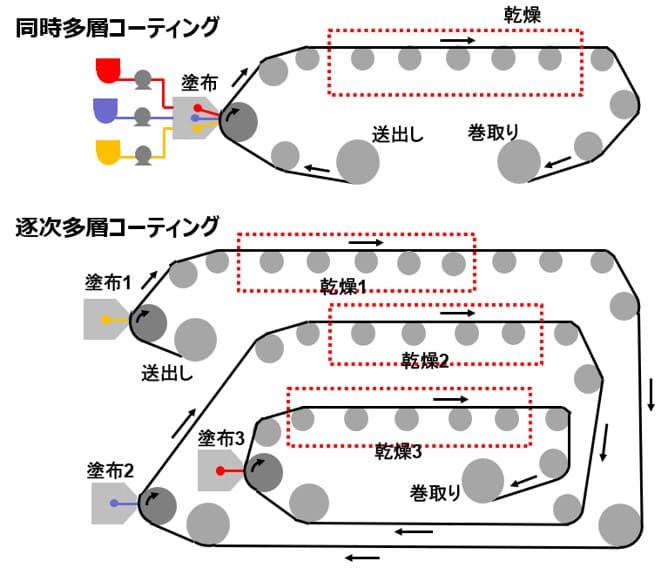
図12. 同時多層コーティングと逐次多層コーティングの例
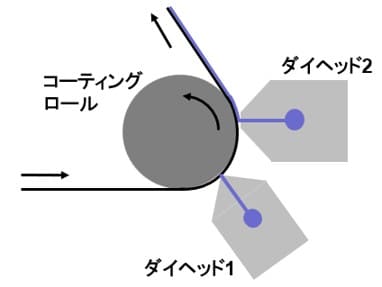
図13. Wet on Wet コーティングの例
表2. 多層コーティングの比較
| 方式 | 懸念点/ネックとなりそうな点 | 優位点/長所になりそうな点 |
|---|---|---|
| 同時多層 | ・層間混合 ・流動不安定 ・各層に物性差があるとコーティング に問題発生しやすい ・塗布方式が限られる | ・層数が多いほど、生産性に多大な メリットがある ・全体の塗布量が大きくなり、塗布 安定性が良くなる場合あり |
| Wet on wet | ・層間混合 ・流動不安定(2層目以降の塗布) ・1層目以外は、塗布方式が限られる ・層数分、塗布ヘッドが必要 | ・逐次に比べれば、生産性のメリット 大きい ・各層物性差があっても許容できる |
| 逐次多層 | ・層数の分だけ、塗布乾燥を繰り返す | ・単層で、塗布量も少ないので、 ライン速度を上げられる場合あり ・層間混合の懸念が小さい ・塗布方式に自由度がある |
4-2. 同時多層コーティング方式の例
同時多層コーティングが可能な代表的な方式は以下の通りである。
1)ダイコータ(図14A)
各層の物性や流量に応じて、ダイ構造の最適化が必要となる。また、構造上、層数には限界がある(三層くらいまで)。
2)スライドダイコータ(図14B)
初めて同時多層塗布を実現した方式と言われており、ダイブロックを追加することで層数を増やすことが可能である。
3)カーテンダイコータ(図14C)
塗布液が重力によって加速された後に塗布されるため、空気の巻き込み(空気同伴)が発生しにくく、高速塗布が可能である。
いずれの方式も、均一で安定した多層膜を形成するには、各層の液物性の調整及び装置の高精度製作加工が重要なポイントとなる。
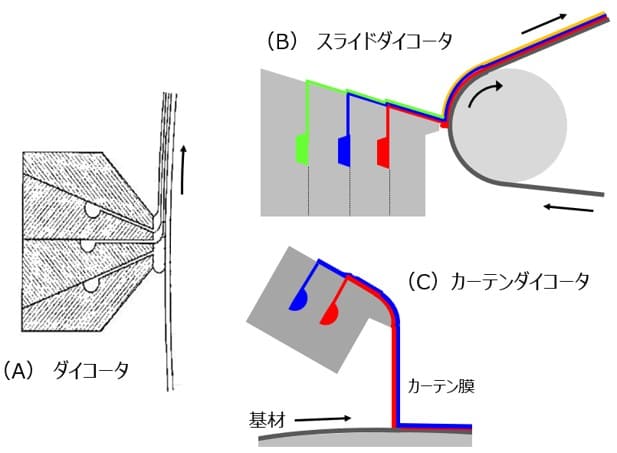
図14. 同時多層コーティング方式の例
株式会社英知継承では、本テーマに関して当該専門家による技術コンサルティング(技術支援・技術調査)が可能です。下記よりお気軽にお問い合わせください。
▼「表面処理技術」に関連する技術解説一覧



